

Твердосплавные резцы. Изготовление резцов с пластинками.
Изготовление резцов, оснащенных пластинками из твердых сплавов производится в три этапа:
1-й этап — Изготовление стального стержня резца.
2-й этап — Подготовка к напайке.
3-й этап — Напайка пластинки твердого сплава на стальной cтержень резца.
Только при правильном проведении всех операций технологического процесса резец с пластинкой твердого сплава даст надлежащий эффект в работе.
Стержни резцов рекомендуется изготовлять из конструкционной углеродистой или легированной стали, в зависимости от конструкции резца и условий его эксплуатации. Для стержней резцов достаточно устойчивой конструкции (проходные, подрезные и т. п.) применяется конструкционная углеродистая сталь марок 45 и 50 с пределом прочности при разрыве 65—75 кг/мм2. Для стержней резцов ослабленной конструкции (отрезные, прорезные, расточные и т. п.) применяется конструкционная легированная сталь марок 40Х или 45Х с последующей термической обработкой до твердости НRс =40 — 45. Для стержней резцов, работающих с небольшими нагрузками (резьбовые, чистовые и т. п.) допускается применение конструкционной легированной стали с пониженными механическими свойствами (марок 35 или 40).
Размеры сечения стержней резцов выбираются в зависимости от размеров оборудования и условий обработки. Рекомендуется выбирать наибольшие размеры сечения стержней для данного станка.
Длина стержней резцов выбирается в зависимости от условий крепления и характера выполняемой работы. Обычно длина стержней резцов с пластинками твердого сплава принимается такой же, как и у быстрорежущих резцов.
Ниже даются основные положения по изготовлению резцов с пластинками твердых сплавов.
1-й ЭТАП — ОБРАБОТКА СТЕРЖНЯ РЕЗЦА.
Заготовка материала для стержня.
Полосовая сталь требуемого сечения разрезается на заготовки предусмотренной чертежом длины.
Эффективнее всего производить разрезку материала на прессоножницах. Эту операцию можно также осуществить:
а) на дисковых пилах;
б) на приводных ножевках;
в) разрезкой на горизонтально-фрезерных станках;
г) кузнечным способом.
.
.

Кузнечная обработка головки резца.
Кузнечной обработке подвергаются стержни тех резцов, конструкция которых этого требует.
Обработка головки стержня выполняется ковкой в штампах или свободной ковкой с применением шаблонов и приспособлений. Наиболее эффективна ковка в штампах, при которой одновременно с головкой штампуются и задние грани стержня, что значительно сокращает последующую механическую обработку.
.
.
Отжиг после кузнечной обработки.
Стержни резцов, Прошедшие кузнечную Обработку, должны обязательно отжигаться с целью облегчения последующей механической обработки.
Стержни резцов, изготовленные из конструкционных углеродистых сталей марок 45 или 50, отжигаются при температуре 800 -850°, а изготовленные из хромистой конструкционной стали 40Х или 45Х — при температуре 840—870°.
Обработка опорной плоскости стержня.
Эта операция необходима для правильной установки стержня в резцедержателе станка и для получения базы для последующей
механической обработки стержня, заточки и доводки, а также для контроля при проверке углов заточки.
Наиболее эффективна обработка на мощных плоско-шлифовальных с станках с креплением стержней резцов на магнитной плите; при этом стержни одинаковой
формы и размеров обрабатываются одновременно по несколько штук.
Кроме, того операцию можно выполнить:
а) на вертикально-фрезерных станках торцевыми фрезерными головками;
б) на горизонтально-фрезерных станках цилиндрическими фрезами со спиральным зубом;
в) на поперечно-строгальных станках проходными резцами.
Обработка главной и вспомогательной задних граней стержня.
Операция заключается у обработке задних граней стержня для получения заданных углов.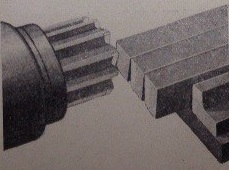
Наиболее производительной является обработка на фрезерных станках с применением специальных поворотных многоместных приспособлений, позволяющих одновременно обрабатывать несколько стержней.
Операцию можно также осуществить:
а) на горизонтально-фрезерном станке угловой фрезой. При этом установка под требуемые углы осуществляется с помощью специальной клиновидной подкладки, либо поворотом тисков в горизонтальной плоскости;
б) на вертикально-фрезерных станках с поворотной головкой или при помощи клиновидной подкладки.
Обработка гнезда под пластинку.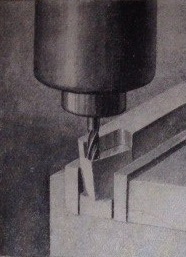
Гнезда открытой формы наиболее эффективно обрабатывать на фрезерных станках в специальном поворотном многоместном приспособлении.
Гнезда полузакрытого типа следует обрабатывать па вертикально-фрезерных станках концевой фрезой в поворотном приспособлении.
Гнезда закрытого типа (врезные) обрабатываются на фрезерных станках дисковой фрезой. Опорная плоскость гнезда не должна быть выпуклой или вогнутой и не должна иметь заусенцев. Размеры гнезда должны соответствовать размерам пластинки твердого сплава.
Твердосплавные резцы. Изготовление резцов с пластинками.
.
2-й ЭТАП ПОДГОТОВКА К НАПАЙКЕ.
Шлифовка опорных плоскостей пластинок.
Операция шлифовки опорных плоскостей пластинок нужна только в случае необходимости удаления с поверхности пластинок короблений, мешающих плотному прилеганию пластинки к гнезду.
Наиболее эффективен метод химико-механического шлифования, основанный на принципе комбинирования процесса разрушения  поверхностного слоя пластинки (кобальтовой связки) химическим воздействием раствора медного купороса с процессом шлифования (удаление разрушенного поверхностного слоя).
поверхностного слоя пластинки (кобальтовой связки) химическим воздействием раствора медного купороса с процессом шлифования (удаление разрушенного поверхностного слоя).
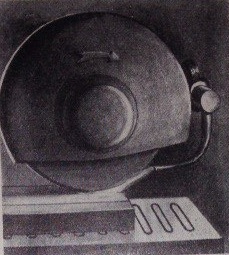
Процесс химико-механического шлифования осуществляется на специальном станке, при вращении двух дисков (верхнего и нижнего), как это показано на схеме.
Приклейка пластинок твердого сплава к верхнему диску производится клеем, состоящим из одной весовой части воска и трех весовых частей канифоли.
Состав суспензии, применяемой для химико-механического шлифования пластинок:
Вода — 1 литр, медный купорос (сернокислая медь) — 0,25 кг, абразивный порошок (корунд, наждак, электрокорунд) зернистостью 120—170 — 1 кг.
При индивидуальной шлифовке пластинок можно применять ручную зачистку на кругах из зеленого карбида кремния с применением ручных тисов.
Маркировка резца.
Знаки маркировки наносятся па левой боковой грани стержня клеймом
Кроме того, допускается окраска задних торцев стержня резца в следующие цвета в зависимости от марки твердого сплава:

Таблица цветовой маркировки резца.
| Марка сплава | Цвет маркировки |
| ВК2 | черный с белой полосой |
| ВКЗ | черный |
| ВК6 | синий |
| ВК8 | красный |
| Т5К10 | желтый |
| Т14К8 | серый |
| Т15К6 | зеленый |
| Т15К6Т | коричневый |
| Т30К4 | голубой |
| Т60К6 | голубой с белой полосой |
Смотрите далее: 3-й этап – НАПАЙКА ПЛАСТИНОК.
Если статья оказалась вам полезна — поделитесь ею в социальных сетях.