

Продавливание отверстий. Пробивные пресса.
Пуансон и матрица.
Содержание
При продавливании отверстий роль верхнего подвижного ножа выполняет пуансон (штемпель), а нижнего, неподвижного — матрица (штамп). Процесс образования отверстия и рабочие части устройства для продавливания показаны на рис. 1.
Конец пуансона, входящий в матрицу, и отверстие в матрице имеют форму усеченного конуса, обращенного вершиной вверх. Режущие кромки пуансона и матрицы имеют углы 99°, угол скоса 1°. При такой форме пуансона снижается трение во время прохождения его через прокалываемый металл. При конической форме отверстия матрицы выдавливаемый металл легко выпадает из отверстия матрицы.
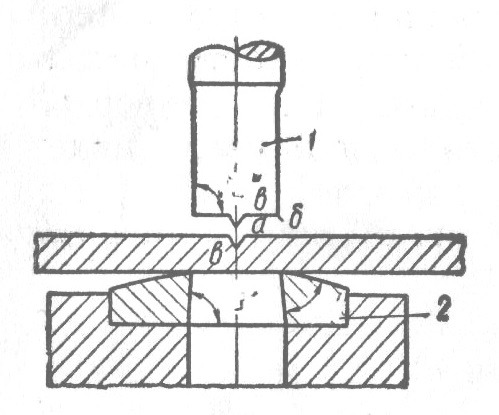
Рис.1. Пробивание металла:
1 – пуансон; 2 – матрица.
Пуансоны и матрицы изготовляются из инструментальной углеродистой стали и делаются взаимозаменяемыми, т. е. изготовляются по определенным нормалям.
Для пробивания отверстия лист укладывается так, чтобы керн а. доставленный на листе при наметке, пришелся точно под конусом пуансона. Затем включают пуансон, который, нажимая на лист между режущей кромкой в матрицы и режущей кромкой б пуансона, скалывает металл.
Рычажная и винтовая медведка.
Отверстия продавливают на рычажных прессах и медведках вручную. Используют два вида медведок: рычажные и винтовые. Винтовая медведка (рис. 2, а) имеет вид стальной скобы, она может быть кованая либо отлитая. На нижнем конце скобы имеется неподвижная матрица, а винт с пуансоном проходит через её верхний конец. Лист укладывается между матрицей и пуансоном так, чтобы острие пуансона вошло в углубление, намеченное керном. Затем вращают винт 1 рукояткой 2. Пуансон врезается в металл и прокалывает отверстие. Работа требует большой затраты силы, поэтому медведки применяются для прокалывания отверстии небольших диаметров и в листах небольшой толщины.
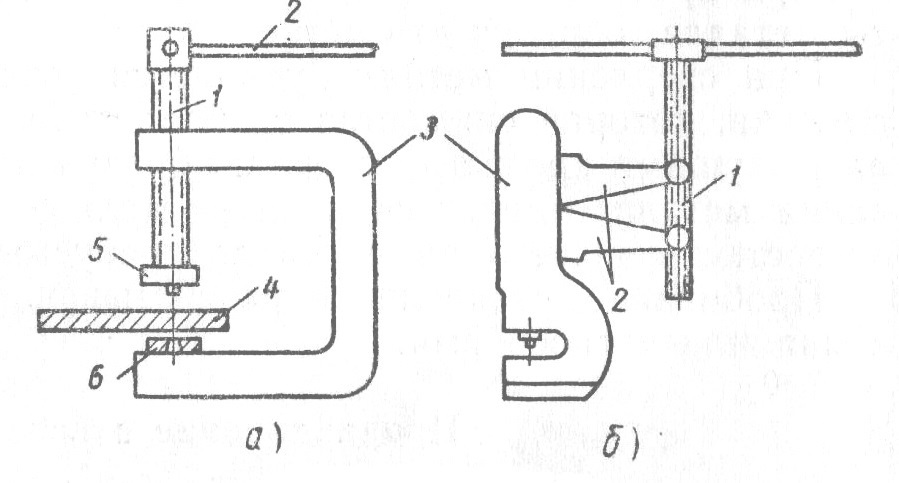
Рис.2. Медведка:
а – винтовая; 1 – винт; 2 – рукоятка; 3 – скоба (корпус); 4 – лист; 5 – пуансон; 6 – матрица;
б – рычажная; 1 – винт; 2 – рычаг; 3 – скоба (корпус).
Более совершенной является рычажная медведка (рис. 2, б). Медведка имеет винт 1 с левой и правой нарезкой. Нижняя гайка винта связана рычагом с пуансоном. При вращении винта рычаг перемещается, и пуансон врезается в металл, образуя отверстие.
Медведки малопроизводительны и для массового производства не применяются. Обычно медведки используются при ремонтных работах для пробивания небольшого количества отверстий.
Пресс ручной пробивной. Пресс ручной рычажный.
Ручные пробивные и рычажные прессы также работают по принципу действия медведок. При пробивке отверстий в тонких листах ручные пробивные и рычажные прессы по производительности и экономичности могут сравниваться с приводными прессами.
Пробивные прессы. Конструкции и принцип работы.
Приводные пробивные прессы для пробивки отверстий, применяемые в ремонтных цехах, изготовляются сварными, со сварными чугунными или стальными литыми станинами. Чаще всего их изготавливают сдвоенными, потому что так они более компактны и занимают меньше площади. Перед пробивными прессами устанавливается стол из стальных листов, они служат опорами для обрабатываемых листов. Столы для пробивки стальных уголков состоят из козел с роликами. В роликах имеются прорези для вертикальной полки уголка. Пробивные прессы чаще всего изготавливаются с ременным приводом от электродвигателя и реже гидравлическим.
Кроме пробивных прессов в ремонтных цехах для продавливания отверстий используют автоматические пробивные пресса.
Для пробивки отверстий каждый лист предварительно размечается или намечается. На автоматических пробивных прессах деление листа на требуемое число равных частей происходит автоматически. В этом случае выправленный лист прикрепляется к столу, который перемещается вдоль станка. Стол станка может быть остановлен в любом месте автоматическим выключателем, который приводится в движение от электрического привода.
Для получения необходимого числа делений на лист наносят только четыре угловых точки (на которых ставятся керны) и центровые линии. Лист устанавливается сначала одним угловым керном против указателя, связанного с делительным приспособлением, и перемещается супортом станка до другой угловой точки на той же центровой линии, автоматически определяя расстояние между ними. Затем супорт возвращается в исходное положение, делитель устанавливается на определенное число делений по количеству нужных отверстий, и автомат прокалывает отверстия.
Так же производится прокалывание остальных отверстий на листе.
Отверстия больших размеров (для лазов, патрубков и т. д.) по середине листа образуются выкалыванием. Для уменьшения последующей обработки кромки отверстия пуансону придают прямоугольное сечение с закругленными углами.
Кромки отверстия, обработанные таким пуансоном, имеют правильные очертания без выступов, не требуют подрубки зубилом, а только опиливаются напильником.

Рис.3. Приспособление для вырезки отверстий под жаровые трубы.
В последнее время отверстия больших размеров образуются газовой резкой. Трубные отверстия, стенки которых должны иметь гладкую поверхность, сверлятся с применением специального приспособления (рис. 3.).
Статья оказалась Вам полезной?! Поделитесь с друзьями в социальных сетях!!!
1 комментарий
Петр
16.11.2017 в 11:44 (UTC 3) Ссылка на этот комментарий
Добрый день. В данной статье рассказывается о пробивании отверствий в металле. Каким методом выполняют, конструкция пресса и принцип работы. Всем хорошего настроения.