

Изготовление котлов. Сборка цилиндрической части котла.
Сборка паровых котлов значительно отличается от сборки металлических конструкций и резервуаров.
Сборке паровых котлов предшествуют подготовительные операции: сборка цилиндрического корпуса, сборка жаровых труб и огневых камер.
Цилиндрическая часть котла состоит из цилиндрических барабанов-обечаек, которые могут иметь два вида заклепочных соединений — встык или внахлестку. Каждый из этих видов имеет свои приемы сборки.
Сборка обечаек
При сборке обечайки с одним продольным стыковым швом стягиваются до соприкосновения кромок, а при двух продольных швах, их половинки накладываются в стыках одна на другую.
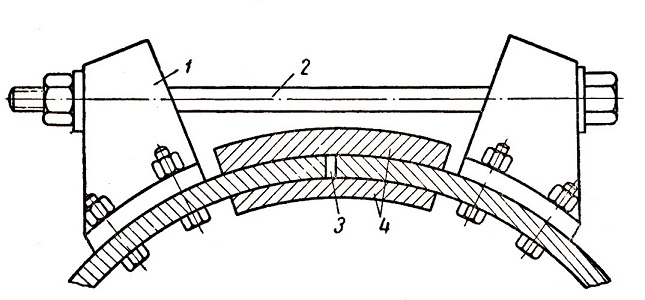
Рис. 1. Стягивание обечайки:
1 — угольник; 2 — стяжной болт; 3 — стыки; 4 — накладки (верхняя и нижняя).
Обечайки стягиваются стяжными болтами, которые проходят через отверстия угольников, прикрепленных к кромкам обечаек (рис. 1). После стягивания обечаек кромки по всей длине шва соединяются двумя-тремя короткими стыковыми временными планками.
Кромки обечаек со швом внахлестку соединяются несколькими сборочными болтами. У обечаек с заклепочным швом внахлестку сверлятся предварительно все отверстия. У обечаек из толстых листов со швом встык предварительно сверлят только несколько сборочных отверстий.
Обечайки перед дальнейшей сборкой правят по шаблону, придавая им правильные очертания окружности. Во избежание вмятин от непосредственных ударов кувалдой обечайки правят с применением гладилок. Наносить удары молотком непосредственно по металлу вообще не следует. Для этого нужно употреблять какую-либо прокладку толщиной 2—3 мм.
В некоторых конструкциях паровых котлов концы продольных швов, соединяемых встык, заваривают на длину, перекрывающую ширину поперечного заклепочного шва. Такой шов увеличивает жесткость соединения и устраняет необходимость оттягивать лацки в стыковых частях. Для сварки швов применяется газовая или электрическая сварка с проковкой шва. Сварные соединения зачищаются, временные накладки с них снимаются, и сборочные болты заменяются постоянными стыковыми.
Обечайки перед свертыванием соединяются болтами, диаметр которых на 4 мм меньше диаметра отверстий. Оси отверстий, просверливаемых в обечайке, должны иметь радиальное направление к оси обечайки. Отверстия сверлятся по разметке на наружной стыковой накладке. После сверления стыковые накладки снимаются, и заусенцы зачищаются вокруг отверстий.
Накладки устанавливаются только на корпус, с помощью сборочных болтов через одно-два отверстия. Накладки должны прилегать к корпусу так плотно, чтобы тонкий конец щупа не проходил в щель (вместо щупа можно пользоваться куском стальной рулетки с тонко заточенным концом). Причиной неплотного прилегания накладки может быть плохо очищенная от ржавчины и окалины поверхность ее и неполное удаление с нее заусенцев.
Отверстия должны совпадать между собой, отклонения при сварке допускаются только 1 —1,5 мм. Раздача отверстий оправкой в котлостроении не допускается, так как вокруг отверстий получается большое напряжение металла.
Сборочные болты должны свободно входить в отверстие накладок и корпуса. В начале сборки в разных местах шва ставят несколько болтов, а затем, применяя сильную подтяжку, болты устанавливают в оставшиеся свободными отверстия, которые расположены между уже установленными болтами. Этим создается плотность заклепочного шва. Чем больше будет поставлено сборочных болтов, тем качественнее будет шов.
Уплотнение шва барабана
При разных радиусах кривизны поверхностей барабана и стыковых накладок необходимо уплотнить шов, что достигается пригибкой накладок. Пригибать накладки ударами кувалды вредно, так как на накладке могут образоваться выбоины, и равномерное прилегание накладок по длине едва ли будет достигнуто.
Для пригонки накладки применяют местный нагрев до красного каления и ударами кувалды по наложенной на накладку гладилке с одновременным подтягиванием сборочных болтов уплотняют накладку. При местных нагревах следует избегать ударов по не нагретым участкам и прекращать удары, как только металл потерял -красное каление.
При уплотнении швов удары вначале наносят по средине накладки, а затем равномерно распространяют их к концам накладки и кромкам листа. Не следует допускать окончательного уплотнения вначале одного участка шва, а затем остальных, так как это приведет к ослаблению шва на смежных участках. Плотность пригонки накладок проверяют щупом у кромок листов и отверстий.
У барабанов, котлов и резервуаров, имеющих швы внахлестку, уплотнение швов выполняется этим же способом.
Соединение звеньев барабана. Лацка.
При соединении двух звеньев барабана внахлестку конец одного звена вставляется в отверстие другого. В листах для соединения кромок встык без зазоров делаются лацки — оттянутые участки листа. Если звено обоими концами вставляется в звено большего диаметра, лацки оттягиваются на обоих углах наружной продольной стороны звена. Если одно из соседних звеньев по диаметру больше другого, то лацки оттягиваются по диагонально противоположным углам листа. В местах оттягивания лацок отверстия не сверлят во избежание их смещения при вытяжке. Их сверлят после сборки листов.
Собранные барабаны-обечайки соединяют между собой вертикальным или горизонтальным способами. При вертикальном способе ослабляют гайки сборочных болтов наружного барабана (обечайки), и когда шов несколько разойдется, обечайку при помощи крана надевают на установленный вертикально внутренний барабан. Затем совмещают оси отверстий поперечного шва сборочными оправками.
При горизонтальном способе внутренний барабан одним боком (нижним) вставляют в наружный и схватывают оправками несколько отверстий поперечного шва. С противоположной стороны.
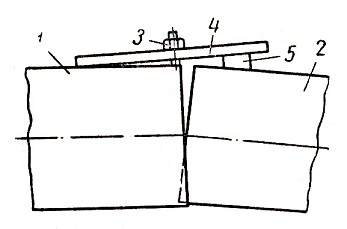
Рис. 2. Соединение двух обечаек:
1 — наружная обечайка; 2 — внутренняя обечайка; 3 — нажимной болт; 4 — рычаг; 5 — подкладка.
На внутреннюю обечайку при помощи рычага нажимают болтом (рис. 2) и ударяют по ней. Нижний край внутренней обечайки постепенно опускается, а верхний заходит внутрь наружной обечайки. При совпадении осей отверстий поперечного шва обеих обечаек сначала в отверстия устанавливаются сборочные оправки, затем поперечный шов соединяют болтами.
При сборке положение одной обечайки по отношению к другой контролируется продольными рисками, которые наносят снаружи обечаек.
Сборку обечаек выполняют на низких стеллажах с установленными на них роликами для облегчения поворотов барабана.
Вставка днища в барабан
Операция вставки днищ в барабаны мало отличается от операции соединения обечаек. Для создания большей плотности в заклепочном шве днища и барабана длина наружной окружности днища в месте соединения с барабаном делается длиннее внутренней окружности обечайки на 3 — 4 мм.
Для вставки днищ концы корпуса подогреваются, вследствие чего диаметр барабанов увеличивается, и днище от легких ударов кувалдой входит в корпус. После охлаждения корпус плотно обжимает борты днища. В каждом случае размеры днищ подгоняются по обечайке. При малых диаметрах днищ корпус нагревают докрасна, обжимают швы и кувалдами через одно-два отверстия затягивают на сборочные болты.
Если днище свободно входит в обечайку, то после сверления отверстий днище вынимают, зачищают заусенцы, очищают швы от стружки и вторично вставляют в барабан. Затем производят обжатие швов с нагревом. Обжатие должно производиться с одного нагрева, равномерно по всей окружности барабана. Для нагрева концов обечайки применяются специальные подвижные кольцевые горны.
9 комментариев
Перейти полю для комментария ↓
Виталий
23.10.2017 в 10:20 (UTC 3) Ссылка на этот комментарий
Теория и опыт просто не заменимы, спасибо за прекрасный материал. Берем на вооружение
dave
24.10.2017 в 12:02 (UTC 3) Ссылка на этот комментарий
Спасибо, очень полезная информация!
Татьяна
25.10.2017 в 12:18 (UTC 3) Ссылка на этот комментарий
Данная статья стоит внимания,очень нужная и полезная информация,стоющий материал,спасибо большое
миша
27.10.2017 в 10:00 (UTC 3) Ссылка на этот комментарий
Очень интересная и полезная статья, для людей которые занимаются изготовлением котлов. Всем хорошего настроения и удачи.
Николай
30.10.2017 в 19:18 (UTC 3) Ссылка на этот комментарий
Всегда интересно узнавать что — то новое. Автору большое спасибо, так подробно не каждый сможет раскрыть тему.
Стас
03.11.2017 в 17:32 (UTC 3) Ссылка на этот комментарий
Давно хотел заняться изготовлением котлов. На даче хорошо во платить эту идею. Спасибо за идеи и напоминание.
Александр
07.11.2017 в 16:25 (UTC 3) Ссылка на этот комментарий
Днище котлов должно быть особенно прочным. Именно на него приходится самая большая нагрузка. Здесь должны использоваться износостойкие сплавы металлов.
Igor
10.11.2017 в 19:43 (UTC 3) Ссылка на этот комментарий
Интересно было узнать как в промышленности изготовляют такие большие изделия цилиндрической формы.
Василий
12.11.2017 в 19:29 (UTC 3) Ссылка на этот комментарий
Хорошая статья! Думаю со мной согласился бы мой профессор. Для специалистов статья уникальная, не так часто встретишь в интернете специализированные сайты. Сразу заметно специалиста высшего класса, все точно, доступно, хоть сейчас начинай работать в этой области!