

Обработка кромок металла. Виды обработки кромок. Зубило. Крейцмейсель.
Содержание
Для обработки кромок профильного и листового металлопроката существует много различных способов автоматических и ручных. Все зависит от технических условий, характера производства и назначения материала.
Обработка кромок производится для получения надлежащей их чистоты и точности. Кромки подготовляются под сварку, чеканку для точной пригонки деталей, для удаления слоя металла вдоль кромок в случае его повреждения при резке на ножах или автогенной резке.
Инструмент для обработки кромок.
Ручная обработка кромок выполняется зубилом (рис. 1) или крейцмейселем (рис. 2).
Форма и материал зубила.
Зубила, изготовленные из углеродистой и инструментальной сталей марок У7А или У8А овального или многогранного сечения представляют собой стержень, один конец которого оттягивается и затачивается. Заточенная кромка зубила называется лезвием. Второй конец зубила, который имеет форму, слегка сведенную на конус, называется головкой.

Рис. 1. Зубило:
1 — головка; 2 — стержень; 3 — лезвие.
Длина зубила.
По величине зубило должно иметь длину от 100 до 200 мм, при толщине от 8 до 20 мм и длине режущей кромки от 5 до 25 мм.
Длина крейцмейселя.
Крейцмейсель имеет длину от 150 до 200 мм, при длине режущей кромки от 2 до 15 мм.
Какие работы выполняют крейцмейселем?
Крейцмейсель предназначается для прорубания узких канавок и, так же как и зубило, состоит из стержня, лезвия и головки. Во избежание заклинивания лезвие делается шире оттянутой части стержня.
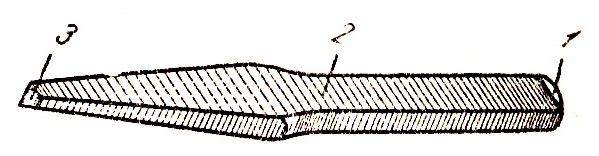
Рис. 2. Крейцмейсель:
1—головка; 2 — стержень; 3 — лезвие.
Как сделать зубило?
Рабочие должны следить за исправным состоянием головок зубил и круйцмейселя, иначе это может привести к травматизму рук. Чтобы этого не произошло, нужно правильно сделать зубило. Для этого необходимо произвести отжиг, а после опилить режущие части и головки. Угол режущей части проверяется по шаблону. Затем проводят закалку до необходимой твердости путем нагрева до 700 — 800°, с охлаждением в воде.
Заточка зубила.
Угол заточки зубила применяют для рубки чугуна и стали (твердой) в 70 — 750, для твердой бронзы до 70°, для стали средней твердости 60° и для меди и латуни 45°.
Для нанесения ударов при рубке применяется молоток. Молоток должен быть исправным и плотно насажен на ручку.
При вырубании из листов деталей, имеющих фигурные очертания, или при разрубке профильного металла прорубают крейцмейселем канавку в несколько проходов (в зависимости от толщины металла), снимая за каждый проход слой стружки толщиной от 1.5 по 2.5 мм.
Ручная обработка кромок применяется в исключительных случаях.
4 комментария
Перейти полю для комментария ↓
Татьяна
08.12.2017 в 11:21 (UTC 3) Ссылка на этот комментарий
Такой простой предмет как зубило и такая сложная процедура.К тому же столько способов обработки,не знала этого.Спасибо большое за информацию
Василий
09.12.2017 в 14:32 (UTC 3) Ссылка на этот комментарий
Вы знаете, довольно интересно было вместе с вами окунуться в свои студенческие годы, да что там, обращению с этими инструментами нас еще трудовик в школе гонял. Сегодня, интересно, как это делается в мире цифровых технологий. Все так же!
Васген
30.12.2017 в 10:17 (UTC 3) Ссылка на этот комментарий
Давно искал статью про обработку метала зубилом, информацыи об етом не так много. Вчасности интересовало заточка зубила для обработки чугуна и стали.
Елена
11.03.2018 в 14:27 (UTC 3) Ссылка на этот комментарий
Спасибо, за статью, кто бы знал, сколько способов обработки кромок металла, в будущем пригодится