

Приспособления для сборки металлоконструкций. Сборка обечаек.
Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
а) сборочные;
б) сборочно-сварочные.
По степени подвижности приспособления разделяются на:
а) переносные;
б) стационарные.
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
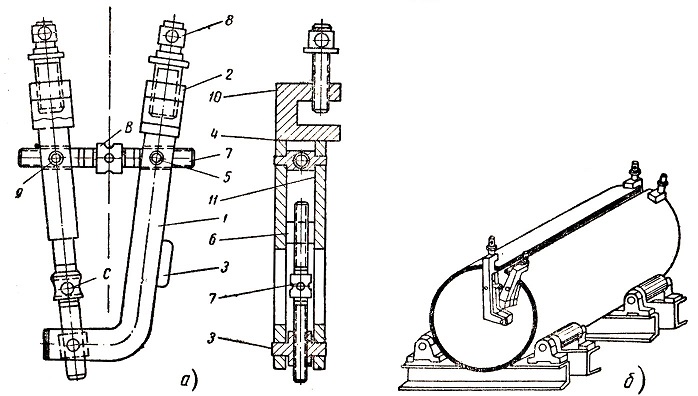
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
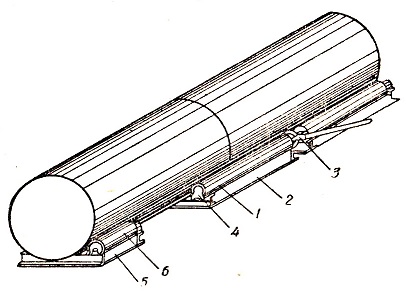
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
11 комментариев
Перейти полю для комментария ↓
Дмитрий
13.12.2017 в 10:36 (UTC 3) Ссылка на этот комментарий
Очень полезная статья. Подробное описания с картинками. Спасибо автору. Как раз то что и искал
Ольга
13.12.2017 в 15:14 (UTC 3) Ссылка на этот комментарий
спасибо) интересная статья)) пишу курсовую и кое — что у вас подсмотрела)) очень информационно и содержательно))
Roma
13.12.2017 в 21:00 (UTC 3) Ссылка на этот комментарий
Отличная статья, а можно побольше информации о сборочно-сварочные приспособления с машинным приводом.
Алена
14.12.2017 в 01:05 (UTC 3) Ссылка на этот комментарий
Замечательно представлено, специалистам этого профиля шикарная статья!!!
Васген
15.12.2017 в 17:25 (UTC 3) Ссылка на этот комментарий
Давно искал схему роликового стенда для сварки с ручным приводом, только у вас нашел ! В статье все розложено как по полочках! Спасибо!
Елена
18.12.2017 в 16:33 (UTC 3) Ссылка на этот комментарий
Вот это вещь не заменимая. Это же совсем другое качество работы…Отлично описано.С интересом ознакомилась.
Михаил
30.12.2017 в 23:21 (UTC 3) Ссылка на этот комментарий
Это приспособление можно применять не только для сборки обечаек, оно так же пригодится для сборки других более менее сложных конструкций.
Татьяна
02.01.2018 в 15:32 (UTC 3) Ссылка на этот комментарий
Как оказалось данная статья очень помогла студентам,описание, схемы, это просто супер.Спасибо большое Вам за такую нужную статью и помощь
Валентина
02.01.2018 в 15:55 (UTC 3) Ссылка на этот комментарий
Очень полезной для меня оказалась информация о струбцине для стыковки обечаек, которая дает возможность соединения кромок при сборке обечаек в диаметре до одного метра. Всё ясно и понятно. Спасибо автору
Василий
02.01.2018 в 16:20 (UTC 3) Ссылка на этот комментарий
Приспособление конечно же нужно, тем более если им обеспечивается точность самой сборки. Но у нас привыкли все по старинке, на глаз.
giannadilb
05.01.2018 в 21:28 (UTC 3) Ссылка на этот комментарий
познавательная ,хорошо описанная статьяювсе понятно и доступно читателю.спасибо