

Технология дуговой сварки. Виды электродуговой сварки.
Содержание
Самый распространенный способ электродуговой сварки является способ сварки с помощью металлических электродов.
Схематический процесс электродуговой сварки и её виды изображены на рис. 1.
Виды электродуговой сварки.
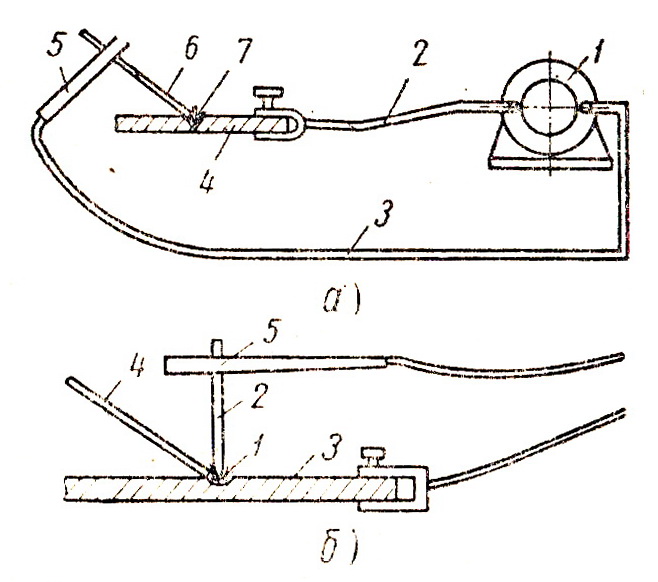
Рис. 1. Виды дуговой электросварки:
а – сварка металлическим электродом:
1 – генератор; 2,3 – провод; 4 – металл; 5 – электрододержатель; 6 – электрод; 7 электрическая дуга.
б – сварка угольным электродом:
1 – электрическая дуга; 2 – электрод угольный; 3 – металл; 4 – присадочный пруток; 5 – держатель.
Технология ручной дуговой сварки.
Ток от генератора или трансформатора 1 по проводу 2 подводится к свариваемому металлу 4, а по проводу 3—к электрододержателю 5, в который зажимается электрод 6. Сварщик, приближая электрод к свариваемому металлу, замыкает цепь, возникает электрическая дуга 7. От тепла электрической дуги металл нагревается до температуры плавления и происходит слияние двух металлов. Расплавленный металл электрода служит присадочным материалом. Оказывать механические усилия на свариваемые детали при этом способе электросварки не требуется.
Преимущества и недостатки сварки постоянным и переменным током.
Электродуговая сварка выполняется как при переменном, так и постоянном токе.
Преимущества и недостатки постоянного тока.
Постоянный ток дает более устойчивую электрическую дугу и, благодаря неодинаковому выделению тепла на положительном и отрицательном полюсах, допускает более гибкую регулировку распределения тепла, применяя прямую (отрицательный полюс на электроде) или обратную (отрицательный полюс на детали) полярности. Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Преимущества переменного тока.
Преимуществом сварки на переменном токе служат небольшие габариты, малый вес и сравнительно невысокая стоимость электросварочных трансформаторов, а также простота их эксплуатации и значительная экономичность.
Недостатки переменного тока.
К недостаткам сварки на переменном токе относятся трудность выполнения потолочной и вертикальной сварки и необходимость употребления более дорогих обмазных электродов. Качество сварки при использовании переменного и постоянного тока равноценно.
Сварка угольным электродом.
Другим способом электросварки является сварка угольным электродом.
Процесс сварки угольным электродом.
Процесс электросварки угольными электродами следующий (см. рис. 1, б). При сварке электрическая дуга 1 возникает между угольным или графитовым электродом 2 и свариваемой деталью 3. Шов получается при плавлении прутка 4, который называется присадочным прутком, он вводится со стороны в электрическую дугу. Для начала сварки электроды графитовые или угольные зажимаются в держатель 5. Одновременно происходит плавление электрической дугой кромок свариваемого металла. Такой способ сварки в промышленности применяется очень редко.
Значит, для угольного электрода присадочным материалом для заполнения шва будет пруток, который вводится со стороны в электрическую дугу, а при сварке металлическим электродом присадочным материалом будет металл самого электрода.
Преимущества электродуговой сварки перед газовой заключаются в том, что она в три-четыре раза дешевле газовой и безопасна от взрыва горючих газов.
6 комментариев
Перейти полю для комментария ↓
Yuri
22.10.2017 в 21:16 (UTC 3) Ссылка на этот комментарий
Я умею сваривать всеми видами сварки, но все-таки самым удобным считаю сварку угольным электродом.
Татьяна
27.10.2017 в 17:33 (UTC 3) Ссылка на этот комментарий
Я как бы не сварщик,но мой отец умел пользоваться сваркой и на сколько я помню,он всегда говорил,что угольный электрод это хорошая работа
иван
27.10.2017 в 22:28 (UTC 3) Ссылка на этот комментарий
Интересная и полезная статья для сварщиков. Угольный электрод — это будущее в технологии сварки.
Сергей
08.11.2017 в 17:30 (UTC 3) Ссылка на этот комментарий
У каждого вида дуговой сварки свои преимущества и недостатки. На мой взгляд, сварка металлическим электродом используется чаще.
Стас
23.11.2017 в 15:15 (UTC 3) Ссылка на этот комментарий
Встал вопрос о пользование сварки дома. Статья мне здорово помогла определиться с методами сварки. Всё вроде бы получилось, спасибо!
Татьяна
30.12.2017 в 10:06 (UTC 3) Ссылка на этот комментарий
спасибо за полезную информацию. теперь знаю о видах дуговой сварки.