

Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок.
В отличии от рубки, другим видом механической резки является резка снятием части материала. Этот процесс состоит в том, что режущий инструмент и разрезаемый материал перемещаются один относительно другого и в это время инструмент отделяет от материала часть его, превращая в стружку. При резке металлов таким способом широко применяются ленты и диски, снабженные зубьями. Зубья представляют собой работающие один за другим резцы. Расстояние (или шаг) между зубьями зависит от ширины обрабатываемой детали и твердости металла. Чем больше ширина детали или чем мягче металл, тем большим должен быть шаг.
К пилам, рабочей частью которых является лента, относятся ручные ножовки, механические ножовки, ленточные пилы. К пилам с рабочей частью в виде диска относятся дисковые пилы и пилы трения или фрикционные пилы.
Ножовка по металлу ручная.
Ножовка для ручной резки металла (рис. 1) представляет собой тонкую стальную ленту с режущими зубьями по ребру — ножовочное полотно, которое натянуто между концами скобообразного станка 1. Натяжение полотна в станке осуществляется посредством гайки-барашка 4 у подвижного зажима 3, называемого подвижной серьгой. Ножовочное полотно является режущим элементом ножовки — рабочей частью ее. Рабочий, двигая руками ножовку вперед и обратно и слегка нажимая на разрезаемый металл, производит резку металла.
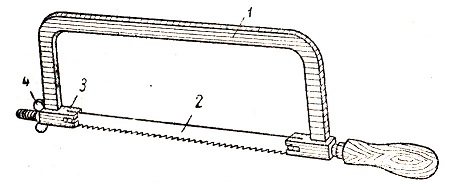
Рис. 1. Ножовка.
Станок ножовки применяется двух типов: цельный и раздвижной, из которых последний более удобен, так как дает возможность вставлять полотно различной длины.
Как установить ножовочное полотно по металлу?!
Ножовочное полотно имеет отверстия на концах для закрепления в станке ножовки. Полотно должно быть в станке достаточно натянуто во избежание изгиба и поломки.
Длина ножовочного полотна по металлу.
Длина ножовочного полотна бывает от 150 до 400 мм при ширине от 10 до 25 мм и толщине от 0,6 до 1,25 мм с числом зубьев от 10 до 32 шт. на дюйме (25,4 мм)
Как выбрать полотно для ножовки по металлу?!
Ножовочное полотно для работы выбирается в зависимости от величины и формы изделия, а также от твердости металла: чем металл тверже, тем мельче и чаще должны быть зубья ножовочного полотна. Тонкие изделия разрезают ножовочным полотном с мелкими и частыми зубьями, а для резания широких изделий применяют полотна с крупными зубьями.
Зубья ножовочных полотен.
Для разрезания деталей из высокоуглеродистой стали применяют полотно с 18 зубьями на 1 дюйм. При резании деталей из низкоуглеродистой стали, а также из латуни и меди выбирают полотно с 24 зубьями на 1 дюйм. При разрезании листового металла берут полотна с большим количеством зубьев, доходящим до 32 на 1 дюйм
Резка металла ножовкой.
Перед началом работы ножовкой надо наметить место реза, надрезав его ребром трехгранного напильника во избежание скольжения полотна ножовки по поверхности металла. В случае увода полотна при резке в сторону необходимо деталь повернуть на 1/4 оборота вокруг продольной оси и резку начинать снова, иначе полотно может сломаться. Зубья ножовочного полотна наклонены в одну сторону, поэтому они режут только при движении ножовки вперед. Это необходимо учитывать и в целях экономии затраты сил, работающим: нажимать на ножовку нужно только при рабочем движении, т. е. при движении ножовки вперед.
Давление на ножовку надо производить равномерно. Усилие давления на ножовку зависит от твердости металла изделия и его величины: давление меньше при мягких металлах и изделиях малого размера и больше — при твердых металлах и больших размерах изделия. В конце резки нажим ослабляется. Неправильное давление на ножовку может привести к поломке зубьев и полотна.
Работа ножовкой выполняется без охлаждения, но для уменьшения трения полотна о стенки пропила применяют смазку из сала или графитовой мази.
Поломка одного зуба часто ведет к поломке других, соседних с ним. Поэтому, чтобы ножовка после поломки зуба работала удовлетворительно, необходимо сточить на точиле рядом со сломанным два-три зуба, а из прорези удалить остатки сломанного зуба ножовки. Новое полотно заводить в прорез нужно осторожно, со слабым давлением, так как новое полотно -толще старого и при сильном нажиме может сломаться.
Механическая ножовка.
С целью повышения производительности и замены ручного труда для резки применяются механические ножовки (рис. 2). Рабочей режущей частью, как и у ручной ножовки, является ножовочное полотно, натянутое на подвижной части станка. Давление на полотно создается передвижным грузом. Возвратно-поступательное движение полотна осуществляется кривошипным механизмом, приводимым в движение от электродвигателя. Подача производится или вручную, или ходовым винтом от электродвигателя.

Рис. 2. Механическая ножовка.
У ленточных пил полотно представляет собой бесконечную ленту с зубьями, натянутую на двух шкивах.
Один из шкивов приводится во вращение от электродвигателя.
Пилы, рабочей частью которых являются ленты, вследствие малой производительности, нашли незначительное применение при изготовлении котельных конструкций.
Дисковая пила станок.
В котельном производстве почти исключительно применяются дисковые пилы (рис. 3).

Рис. 3. Дисковая пила:
1 — станина; 2 — салазки; 3 —головка; 4 — диск; 5 — поворотный стол.
Материалом для изготовления дисков пилы служит углеродистая и быстрорежущая стали. При диаметрах до 400 — 500 мм диски делаются из целого листа с вырезанными по окружности зубьями. Во избежание заедания диска в разрезаемом металле зубья его разводятся.
У дисков крупных размеров зубья делаются вставными, изготовленными из качественной стали. Диск, к которому крепятся зубья, делается из низкоуглеродистой стали. Заточка пил производится на заточных станках.
Диск вращается от электродвигателя, а подача в зависимости от разрезаемого профиля, регулируется автоматически при помощи ходового винта от электродвигателя или вручную — рычагом. При работе диск охлаждается эмульсией.
Станки снабжаются зажимным устройством для закрепления разрезаемого материала. При резке на дисковых пилах получается чистый рез, не нуждающийся в дальнейшей обработке. Однако операция резки малопроизводительна.
Фрикционная пила (пила трения).
Гораздо большую производительность дают фрикционные пилы, или, как их называют, пилы трения. Диск этих пил изготовляется из низкоуглеродистой стали специального проката. Привод осуществляется от электродвигателя, сообщающего диску окружную скорость до 6500 м/мин.
Стол станка имеет зажимное приспособление для крепления материала. Принцип действия пил трения основан на том, что диск вращающийся с большой скоростью, при соприкосновении с разрезаемым материалом доводит его до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу.
Резка металла на фрикционной пиле (пиле трения).
При работе диск необходимо непрерывно поливать водой, направляя ее в зону трения. Подаваемая вода значительно сокращает разогрев диска и разрезаемого металла. Разрез получается ровным, чистым, но с наплывами по его краям. Наплывы легко снимаются зубилом. У кромки разрезаемого металла образуется зона слабых структурных изменений шириной в 1—2 мм, которую необходимо удалить в случае изготовления особо ответственных конструкций. При изготовлении котельных конструкций ленточные и дисковые пилы в основном применяются для резки профильного, материала: уголков, швеллеров, двутавров, труб и т. д.
3 комментария
Татьяна
28.10.2017 в 20:18 (UTC 3) Ссылка на этот комментарий
Данная статья стоит внимания,все просто и понятно,качество как говориться на лицо
Татьяна
31.12.2017 в 10:48 (UTC 3) Ссылка на этот комментарий
Очень интересная статья. Много полезной информации о способах резки металла
Barmatello
26.02.2018 в 12:03 (UTC 3) Ссылка на этот комментарий
Вот благодаря этой статейке, хоть бери и учи узбеков как правильно пользоваться ножовкой по металлу, а то каждый день выдаешь десятками, а они ее урабатывают. Но надо еще их и по-русски научить читать! А вообще оказывается множество станков, предназначенных для резки металлов, плюс как ими пользоваться!