

Рубка (резка) листового металла. Пресс-ножницы. Гильотинные ножницы. Вибрационные ножницы.
Назначение и виды резки металлов
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка скалыванием;
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
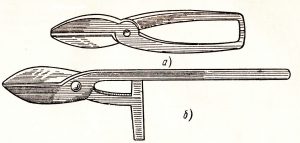
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.

Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
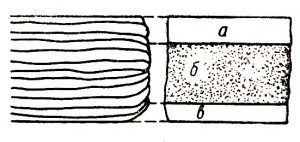
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
— ручные;
— приводные.
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
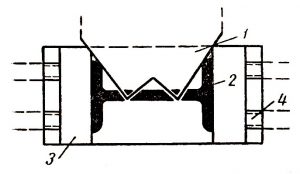
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
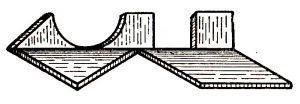
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.