

Вальцовка труб. Технология вальцовки. Ручная вальцовка труб.
Процесс вальцовки заключается в холодной раздаче труб в гнездах трубной доски. Вальцовка труб производится роликами специального прибора, называемого вальцовкой или труборасширителем.
Вальцовка необходима для прочного соединения труб с трубной доской или другими конструкциями. Оно способно выдерживать нагрузки возникающие под действием давления и сил тяжести.
Принцип действия вальцовки.
Принцип действия вальцовки заключается в следующем. В одну общую обойму заключены три стальных закаленных ролика между которыми находится коническое веретено. Вращение веретена вызывает вращение роликов, которые катаются по внутренней поверхности трубы. Постепенно увеличивая конической частью веретена расстояние между роликами, производят давление ими на стенки трубы и расширяют их или, как говорят, развальцовывают.
Увеличение или уменьшение с помощью конуса веретена расстояния между роликами осуществляется от руки нажимной гайкой или автоматически.
Осевое давление веретена на ролики переходит в радиальное давление роликов на стенки трубы. Под давлением роликов труба вначале расширяется до соприкосновения со стенками отверстия, а затем давление передается и на стенки отверстия. Металл грубы и трубной решетки деформируется.
Стенки отверстия решетки препятствуют дальнейшему увеличению наружного диаметра трубы. Поэтому внутренний диаметр трубы имеет возможность продолжать увеличиваться только за счет уменьшения толщины стенок трубы. Металл, как говорят, «течет» и заполняет все промежутки между поверхностями стенок отверстия и трубы, обеспечивая необходимую плотность соединения.
Радиальное давление роликов вальцовки в значительной степени поглощается стенками трубы, поэтому тело стенки отверстия получает только упругую деформацию и после удаления вальцовки стремится вернуться в первоначальное положение, обеспечивая этим необходимую прочность соединения.
Надежность вальцовочного соединения зависит от ряда факторов:
— от количества роликов в вальцовке;
— от диаметра развальцовки;
— от величины зазора между стенками отверстия и трубой;
— от состояния поверхностей стенки отверстия и трубы;
— от скорости при которой происходит вальцовка;
— от способа вальцовки.
Отсутствие кольцевых трещин в местах развальцовки трубы подтверждает правильность выполнения процесса.
Обычная вальцовка представляет собой конус с упорным кольцом, роликами, нажимной втулкой и веретеном.
В основном количество роликов в вальцовке составляет от 3 до 5.
В зависимости от проводимой операции в корпус вальцовки устанавливаются вальцовочные или вместе — вальцовочные и бортовочные ролики. Бортовочные ролики располагаются «вразмет» (рис. 1, а), или «гуськом» друг за другом (рис. 1, б).

Рис. 1. Положение роликов в вальцовке.
Расположение роликов вразмет целесообразнее, чем расположение гуськом, потому что при таком расположении нет деформации внутренней поверхности трубы, в месте стыка вальцовочного и бортовочного роликов. А также, взаимное перекрытие вальцовочного и бортовочного роликов делает возможным плавный заход бортовочных роликов в трубу при поступательных движениях вальцовки.
Виды вальцовок.
Вальцовки подразделяются по способу подачи конуса (веретена) на винтовые и самоподающие, а по способу вращения конуса (веретена) —на ручные и механические.
Винтовая вальцовка (рис. 2) имеет установочное кольцо с упором в трубную решетку, поэтому легко устанавливается в правильное положение независимо от длины выступающих концов труб и независимо от выполнения операции закрепления труб. По конструкции винтовая вальцовка сложнее других вальцовок.
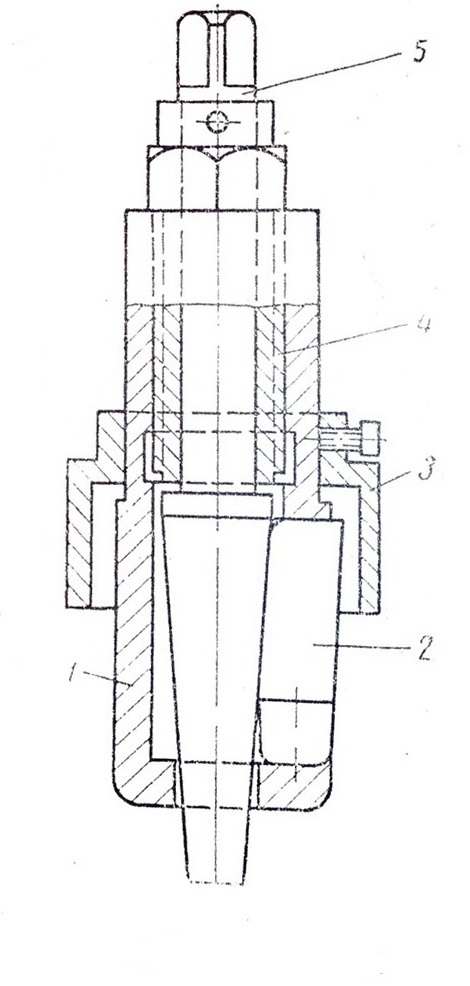
Рис. 2. Винтовая вальцовка:
1 — корпус; 2 — ролик; 3 — упорное кольцо; 4 — нажимная втулка с нарезкой; 5 — веретено.
У винтовых вальцовок конус подается нажимной втулкой по мере ослабления давления роликов на стенку трубы. Таким образом, винтовая вальцовка характерна переменным давлением роликов. Для массовой ручной вальцовки труб применять винтовую вальцовку не рекомендуется, так как затрата времени, потребного на поджатие винта подающего конуса, и времени, необходимого на развальцовку одного конца трубы, значительно больше, чем у самоподающей вальцовки (рис. 3).
Инструмент для вальцовки труб.
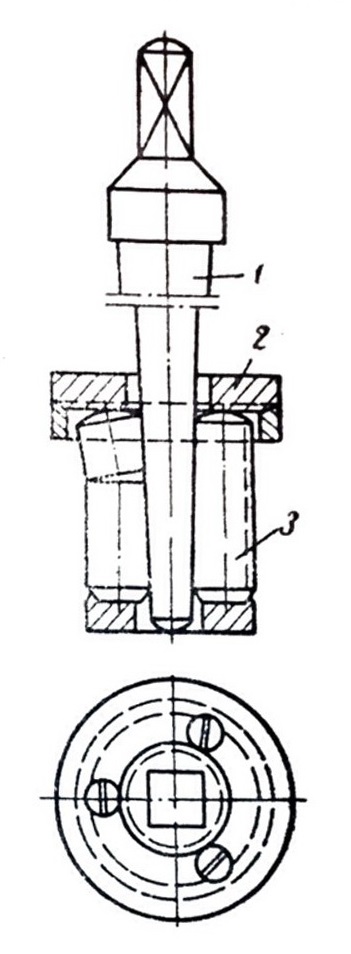
Рис. 3. Крышечная вальцовка (самоподающая):
1 — веретено (стержень); 2 — крышка; 3— ролики.
Самоподающие вальцовки иногда неправильно называют ударными вальцовками. Самоподающие вальцовки имеют некоторую косину окон для роликов (перекос по отношению корпуса).
Конус ручной вальцовки вращается обычным воротком, надетым на квадрат головки конуса.
Основные особенности корпусов вальцовки различных типов заключаются в наличии упорной плоскости или специального упорного кольца, а также в способе выполнения окон для роликов и их косине.
Упорная плоскость имеет назначение дать возможность правильно установить вальцовку (винтовые вальцовки) или ограничить поступательное движение корпуса вальцовки в процессе вальцевания (самоподающие вальцовки).
Корпуса вальцовок выполняются с крышкой (рис. 3.) являюшейся упором с передвижным установочным упорным кольцом.
Если сравнивать некоторые конструкции вальцовок, можно отметить, что упорная плоскость правильно будет работать только в том случае, если она получит необходимый упор в трубную решетку. Важно отметить, что все выпирающие торцы вальцуемой трубы должны быть обрезаны по одинаковой высоте.
Вальцовка труб видео.
В данное время применяется автоматическая вальцовка с помощью машины. Такой способ значительно уменьшает время вальцовки и трудоемкость работ, а в следствии увеличивается производительность. Вальцовки с применением машинного привода имеют следующие преимущества:
а) скорость расширения трубы за один оборот корпуса вальцовки не ограничена какими-либо пределами;
б) окончание процесса развальцовки определяется ограничителем вальцовки автоматически, по величине усилия на конусе вальцовки;
в) процесс вальцовки протекает равномерно и плавно.
Пример такой вальцовки вы можете посмотреть на видео ниже.