

Электроискровая обработка металлов. Получение отверстий электроискровой обработки.
Наряду со сверлением и продавливанием отверстий в последнее время широкое применение получил электроискровой способ образования отверстий в металле.
Сущность электроискровой обработки.
Процесс образования отверстий электроискровым способом представленный на рис. 1, состоит в следующем. Деталь, в которой необходимо получить отверстие, и инструмент, которым образуются отверстия, включаются в электросеть, инструмент при этом в электрической цепи служат электродом. Инструмент может иметь форму цилиндра или другую форму, с диаметром немного меньшим нужного размер отверстия. Инструмент-электрод предварительно вставляется в специальный механизм. Когда инструмент – электрод подключен к источнику тока, он при соприкосновении с деталью в месте получения отверстия замыкает электрическую цепь.
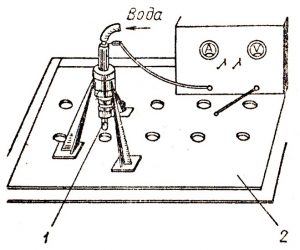
Рис. 1. Получение отверстий электроискровым способом.
Специальный механизм, в который вставлен инструмент – электрод, начинает работать при замыкании электрической цепи. Механизм на мгновение, отрывая инструмент от детали, вызывает быстро чередующиеся разрывы электрической цепи, дающие искры, которые расплавляют небольшое количество металла. Искры гасятся проточной водой, вытекающей из пустотелого конца электрода – инструмента. Часть воды, соприкасаясь с искрой, разлагается на кислород и водород. Кислород, окисляя металл, еще больше способствует его разрушению, а проточная вода из электрода смывает и уносит с собой окисленные и разрушенные частицы металла.
Искрообразование занимает одну сотую долю секунды при нормальном переменном токе, а скорость образования отверстия инструментом – электродом составляет 2 — 3 мм/мин.
Электроискровой метод обработки металлов.
В штамповом производстве получение сложной формы отверстия электроискровым способом зависит в основном от формы изготовленного инструмента – электрода. Инструмент-электрод может быть изготовлен из тонкой пластинки металла, которой придаете» форма получаемого отверстия любой сложной конфигурации. Вместе с этим большое преимущество электроискрового способа заключается в том, что он позволяет получать отверстия диаметром самой малой величины.