

Виды обработки поверхности металла.
Содержание
У плотно-прочных изделий поверхности соприкосновения листов в местах заклепочных швов обрабатывают для получения повышенной плотности. Иногда такую обработку выполняют пескометными приборами или наждачными кругами, насаженными на ручные пневматические или электрические машинки.
Пескомет.
Пескометные приборы устанавливаются в отдельных, тщательно изолированных помещениях, хорошо оборудованных вентиляцией, причем рабочие должны работать в масках и респираторах.
Обработка наждачными кругами — малопроизводительна и дает низкое качество работы, обработанная поверхность получается волнистой.
Обработка на строгальном станке. Шепинг.
Ручную обработку наждачными кругами можно заменить обработкой на приспособленных для этого строгальных станках (шепингах). На каретку строгального станка устанавливают патрон с горизонтальным валиком, на конце которого насажен наждачный круг. Валик также получает вращение от привода, который сообщает движение каретке станка. Окалина и ржавчина удаляются равномерным слоем, и обработанная поверхность получается ровной. Такая обработка поверхностей соприкосновения может быть организована в самом цехе, если снабдить наждачный круг обычным отсасывающим приспособлением.
Устройство из станины и супорта.
Другое устройство состоит из станины длиною до 8 м, по которой роликовой цепью перемещается супорт с установленным на нем электродвигателем и наждачным кругом. Для обработки широких площадок супорт имеет поперечное движение.
Однако чистовая обработка поверхностей соприкосновения понижает коэффициент трения поверхностей, что ослабляет прочность заклепочного шва. Поэтому шлифовку поверхностей соприкосновения склепываемых листов следует признать нецелесообразной.
Обработка поверхности соприкосновения на поперечно-строгальном станке.
Часто обрабатывают поверхности соприкосновения концов наружных стыков накладок внутренних звеньев котлов и концов внутренних накладок наружных звеньев. Обработка выполняется на поперечно-строгальных станках (шепингах). Такой способ обработки лацки на строгальных станках предпочтительнее «оттягивания» лацки в горячем состоянии, так как в последнем случае возможно появление трещин в лацке.
Обработанную на поперечно-строгальном станке лацку зачищают наждаком, причем толщину кромки лацки сводят на нет. В противном случае при сборке звеньев получится щель, которую трудно зачеканить.
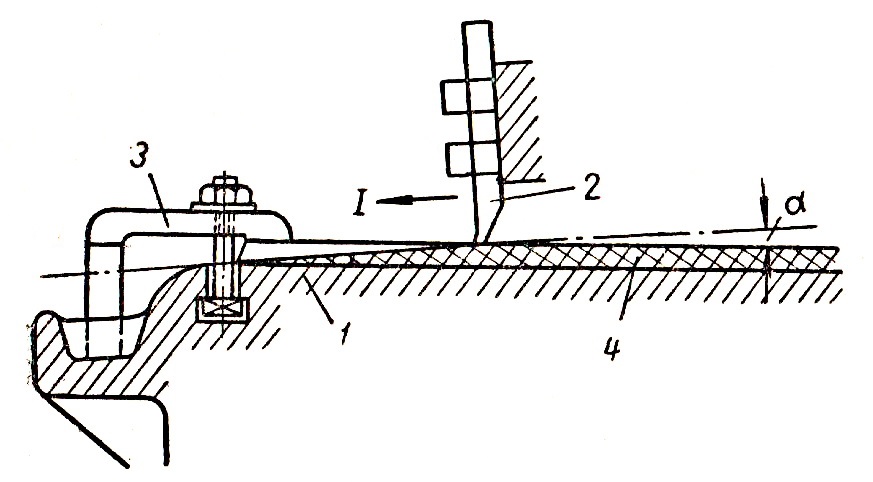
Рис. 1. Скашивание кромок:
1 – наклонный стол; 2 – резец; 3 – скоба для крепления; 4 – лист.
Часто у листов, соединяемых внахлестку, оттягивание лацки заменяют обработкой ее на двойных строгальных станках с наклонным ( а — угол наклона) столом (рис. 1) или переносными специальными фрезерными станками, которые крепятся к обрабатываемому листу. После обработки обе кромки лацки также зачищают вручную, чтобы устранить щели между склепанными листами котла.
1 комментарий
иван
28.10.2017 в 21:42 (UTC 3) Ссылка на этот комментарий
Добрый вечер. В статье прочитал интересующие меня детали об обработке поверхности металла. Здесь расписаны несколько методов обработки. Спасибо автору.