

Ручная правка листового металла.
Содержание
Размеры плит бывают 1,5 X 1,5 м; 2,0 X 2,0 м; 1,5 X 3,0 м. Как правило, правильные плиты отливаются из серого чугуна ребристы ми или сплошными массивными. Рабочая поверхность плиты должна быть ровной. Иногда такими плитами выстилают всю площадь правильного помещения.
Плиты устанавливаются на деревянные брусья, с высотой рабочей поверхности от пола 400—650 мм. Основными инструментами для правки на плите являются молотки и кувалды.
Правильная рукоятка молотка. Вес молотка. Вес кувалды.
Рабочая поверхность или боек этих молотков и кувалд бывает плоской или слегка выпуклой формы, в зависимости от места и характера требуемого удара. Обычно они изготовляются с различными поверхностями на концах — двуличными, а также с удлиненным и узким бойком. Вес ручных молотков — ручников колеблется от 3/4 до 1 ½ — 2 кг. Вес кувалд колеблется от 5 до 15 кг. Рукоятки для молотков и кувалд изготовляются из крепкого, твердого дерева — вяза, кизила, рябины, березы и др., а в гнезде закрепляются железным клином.
Длина рукоятки молотка.
В зависимости от веса молотка или кувалды рукоятке придают соответствующую длину (табл. 1).
Таблица 1. Длина рукоятки молотка в зависимости от веса.
| Вес молотка или кувалды в кг | Длина рукоятки в мм | Вес молотка или кувалды в кг | Длина рукоятки в кг |
| 0,25 | 250 | 4 | 700 |
| 0,3 – 0,4 | 300 | 4,5 | 750 |
| 0,5 – 1,0 | 360 | 5 – 6 | 800 |
| 1,25 – 2,0 | 425 | 7 – 8 | 850 |
| 2,5 – 3,0 | 475 | 9 | 900 |
| 3 – 3,25 | 550 | 10 | 1000 |
| 3,5 | 650 |
Форма молотков и кувалд.
Формы молотков и кувалд показаны на рис. 1.
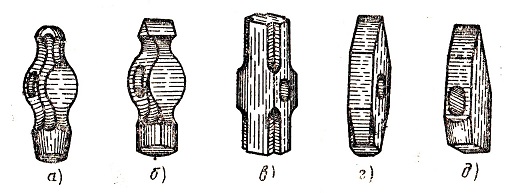
Рис. 1. Молоток и кувалда.

Рис. 2. Гладилки.
Гладилки, употребляемые при правке, имеют различную форму; образцы их показаны на рис. 2. Некоторые гладилки (2, а и д) вставляются своими хвостовиками в отверстия специальной ручки, остальные же (2, б, в и г) насаживаются на деревянные рукоятки наподобие молотков.
Для различных профилей металла употребляются гладилки различных форм.
Технология правки металла.
Дать точные указания, как производить правку, нельзя. Навыки правки приобретаются опытом. Можно только отметить некоторые основные приемы правки. Основным приемом при ручной правке металла является удар молотка или кувалды по металлу. Для правки металла пользуются преимущественно так называемым плечевым ударом, т. е. таким ударом, в нанесении которого работают все сочленения руки: плечевое, локтевое и кистевое. Это обеспечивает удару необходимую силу. Сила удара зависит от веса молотка и, главным образом, от скорости нанесения удара. Скорость же эта зависит от величины размаха и от усилия, которое прилагается для движения молотка вниз.
Высокая производительность с наименьшим утомлением организма достигается определенным ритмом в работе, т. е. за определенное время нужно совершать определенное количество рабочих движений, используя все средства для устранения излишних усилий, например, использовать силу отдачи молотка от металла при подъеме его вверх для нанесения следующего удара. Не менее важно умение правильно выбрать место для нанесения ударов, обеспечивающих выпрямление металла. Встречается искривление листов в виде одного или нескольких выпучиваний по середине листа между натянутыми краями его или натянутая середина листа с волнистыми краями.
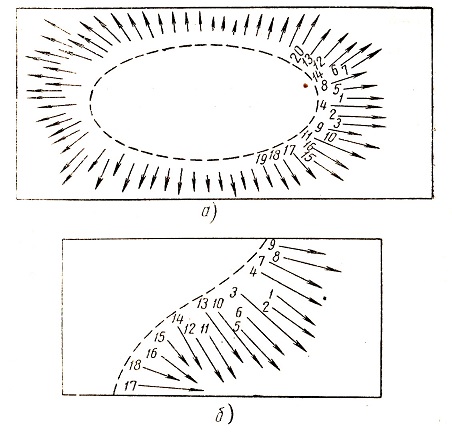
Рис. 3. Лист металла с выпучиной в середине (а) и у кромки (6).
Цифры показывают последовательность ударов молотка.
Выпучивание указывает, что в этом месте площадь поверхности металла больше, чем площадь, на которой образовалось выпучивание. Чтобы расправить такое выпучивание нужно удары молотка направлять не по нему, а по металлу вокруг него и в такой последовательности, чтобы постепенно раздать натянутые места (рис. 3, а). Если же наносить удары по выпучиванию, то металл под их влиянием будет раздаваться, и выпучивание увеличится. При нескольких выпучиваниях на поверхности листа удары наносят по металлу в перешейках между ними, сводя все выпучивания в одно общее, а за тем ударами растягивают натянутую поверхность металла. При волнистом крае листа (рис. 3, б) удары наносят по натянутой части металла, металл растягивается, и волнистость исчезает.
Поверхность выправленного листа проверяют металлической линейкой, которую ребром прикладывают к листу в различных направлениях. Зазор между листом и линейкой замеряется щупом.
Способ правки металла. Осаживание металла.
Сортовой металл правят обычно осаживанием (посадкой) и гибкой и только в редких случаях применяют раздачу (растягивание) металла.
Его правят вручную на плите или на особых наковальнях с вырезами (рис. 4). На борты выреза наковальни укладывают металл стороной, противоположной той, по которой будут наносить удары.

Рис. 4. Наковальня для ручной правки фасонного металла:
1 — выправляемый металл; 2 — наковальня с вырезами.
Сортовой металл с искривлением по винтовой линии правят в холодном состоянии скручиванием в обратную сторону рычажными приспособлениями (вилками). При значительном искривлении профили правят в горячем состоянии
Инструмент для правки металла. Винтовой бугель.
При правке сортового металла применяют различные приспособления.
Одним из видов такого приспособления является винтовой бугель (рис. 5). Процесс правки состоит в том, что в корпус бугеля устанавливается изогнутый профиль, нажимом винта на уголок со стороны выпуклости его выправляют. Правка сортового металла винтовым бугелем протекает медленно.
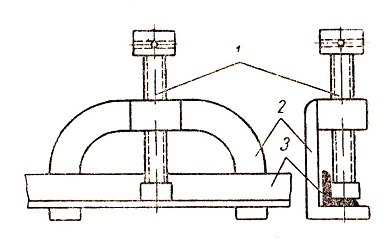
Рис. 5. Винтовой бугель:
1 — винт с ленточной резьбой; 2 — корпус бугеля; 3 — выправляемый металл (уголок).
При правке особенно внимательно надо относиться к нержавеющим сталям типа 18—8. Вследствие склонности к межкристаллитной коррозии править листы из этой стали ударами по ним стальной кувалдой запрещается. При правке необходимо пользоваться или медными кувалдами, или применять медные гладилки, или медные подкладные листы. Плиты перед правкой на них нержавеющих листов тщательно очищаются. Местный подогрев газовой горелкой не разрешается.