

Виды заклепочных соединений.
Содержание
Заклепочные соединения относятся к неразборным или глухим соединениям. При этом соединения двух деталей осуществляется с помощью металлического стержня в форме цилиндра с головкой на одном конце. Этот металлический стержень называется заклепкой.
По форме головок заклепки различают (рис. 1):
- с полукруглой;
- конусной;
- цилиндрической;
- потайной;
- полупотайной головкой;
- бочкообразной головкой и коническим подголовком.

Рис. 1 Виды заклепок:
а, б — с полукруглой головкой; в — с конусообразной головкой; г — с цилиндрической головкой; д — с конической потайной головкой; е — с полупотайной головкой; ж — с бочкообразной головкой; з — с бочкообразной головкой и конусообразным подголовком.
Читайте другую мою статью: размеры и вес стальных заклепок по ГОСТ 10299-80.
Выполнение заклепочных соединений.
Операция клепки заключается в следующем. В отверстие, проходящее через соединяемые детали, вставляется нагретая или холодная заклепка, один конец которой несколько выступает над поверхностью детали. Выступающий из отверстия стержень ударами или давлением осаживается, и образуется вторая заклепочная головка. Первая головка заклепки называется природной или закладной, я вторая, образуемая в процессе клепки — замыкающей.
Материалы для изготовления заклепок.
Материалом для заклепок служит мягкая тонковолокнистая и мелкозернистая сталь. Стальные сосуды и котлы клепаются стальными заклепками, медные — медными.
Ручная и пневматическая клепка.
Ручная клепка осуществляется специальными клепальными молотками, пневматическая – пневматическими клепальными молотками. Машинная клепка выполняется переносными либо постоянными электрическими, гидравлическими или пневматическими клепальными машинами.
Вставленная в отверстие заклепка подпирается со стороны природной головки неподвижной поддержкой, а выступающий за поверхность детали второй конец стержня осаживается ударами мoлотка или давлением поршня клепальной машины.
Осаживание стержня заклепки заканчивается образованием замыкающей головки. Сначала по всей длине заклепочного шва, в промежутках между сборочными болтами, ставят несколько заклепок, а затем ставят остальные и только после этого заменяют сборочные болты заклепками. Если клепку вести по порядку с одного конца шва до другого, то даже вследствие небольших неточностей в клепке отверстия окажутся смещенными.
Листы с пробитыми отверстиями при сборке располагают расширенной частью отверстий наружу. При таком расположении заклепка лучше заполняет отверстие (рис. 2).
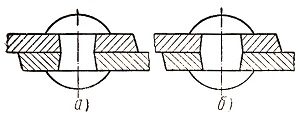
Рис. 2. Соединения листов:
а — правильное; б — неправильное.
Диаметр заклепки выбирают с расчетом, чтобы нагретый стержень заклепки туго входил в отверстие. Для этого заклепки изготовляют из калиброванного металла, а отверстие калибруют развертками.
Как определить длину стержня заклепки?!
Длина стержня определяется по формуле:
l = δ + δ1 + … + δn + 1,5d,
Где:
δ — толщина склепываемых листов;
d — диаметр заклепки.
Длина 1,5d соответствует длине заклепочной головки с прибавлением на усадку стержня при заполнении отверстия. Расстояние центра заклепочного отверстия от кромки склепываемого листа достаточно иметь 1,5 диаметра заклепки, но, учитывая требования прочности, принимают:
1,5d для листов толщиной менее 20 мм;
1,5d + 5 мм для листов толщиной 20—30 мм;
1,5d + 10 мм для листов толщиной свыше 30 мм.
Расстояние между центрами заклепок принимают до 6d, но не менее 2d (рис. 3).

Рис. 3. Расстояние между цент рами заклепок.
Рядовая и разрозненная клепка при монтажных работах является наиболее сложной, так как чаще всего она происходит сбоку и на большой высоте. Работы выполняются с лесов и подмостков, которые стесняют движения рабочего. Также при клепке некоторых узлов количество заклепок ограничено и расположены они на разной высоте и больших расстояниях друг от друга. Все эти условия усложняют работы по заклепке.
Статья оказалась Вам полезной?! Поделитесь с друзьями в социальных сетях!!!