

Резка металла газом. Резка на природном газе.
Содержание
Содержание метана в природном газе.
Основу природного газа составляет метан, содержание которого в некоторых газовых месторождениях достигает 99%.
Давление природного газа в баллоне.
К местам потребления природный газ поступает по трубопроводам под низким давлением или под давлением 150 кг/см2 в баллонах, окрашенных в красный цвет. В случае отсутствия специальных баллонов для хранения и транспортирования природного газа могут быть использованы обычные кислородные баллоны с измененным вентилем и перекрашенные в красный цвет с соответствующей белой надписью.
Для резки газами — заменителями ацетилена разработаны специальные резаки. Они отличаются от ацетилено-кислородных резаков только размерами выходных отверстий наружного мундштука, смесительной камеры и инжектора, которые должны быть несколько большими.
Резак РЗР-55 для резки металла природным газом.
Резак РЗР-55 предназначен для ручной разделительной резки стали толщиной от 5 до 300 мм с использованием природного газа и некоторых других газов-заменителей, а также пропан-бутановой смеси. Он комплектуется двумя наружными и пятью внутренними мундштуками. Техническая характеристика резака РЗР-55 дана в табл. 1.
Таблица 1
Техническая характеристика резака РЗР-55.
| Толщина разрезаемого металла, мм | №
мундштука |
Давление кислорода, кг/см2 | Скорость резки, мм/мин | Расход кислорода, м3/час | Расход, м3/час | |||
| наружного | внутреннего | режущего | подогревательного | природного газа или метана | пропан-бутановой смеси | |||
| 5-15 | 1 | 1 | 2-2,5 | 430-320 | 2-2,5 | 1,4-1,8 | 1,1 | 0,4 |
| 15-50 | 1 | 2 | 2,5-3 | 340-190 | 5-10 | 1,7-2,1 | 1,3 | 0,5 |
| 50-100 | 1 | 3 | 3-4 | 205-125 | 10-15 | 1,7-2,3 | 1,4 | 0,5 |
| 100-200 | 2 | 4 | 4-7 | 140-90 | 15-26 | 2,1-2,6 | 1,6 | 0,6 |
| 200-300 | 2 | 5 | 7-11 | 100-85 | 25-40 | 2,5-3,0 | 1,9 |
0,7 |
Характеристика резака типа УР для резки на природном газе.
Чаще всего для работы на природном газе применяют обычные ацетилено-кислородные резаки с рассверленными отверстиями в смесительной камере, инжекторе и в наружных мундштуках. Характеристика резака типа УР для работы на природном газе дана в табл. 2.
При резке металла толщиной от 250 мм и более рекомендуется подачу кислорода в резак осуществлять по двум шлангам — отдельно для подогревательного пламени и режущей струи, при этом давление устанавливается по манометрам на отдельных редукторах.
Таблица 2
Характеристика резака типа УР для резки на природном газе.
| Толщина металла, мм | № внутреннего мундштука | Диаметр отверстия, мм | Расход, м3/час | |||
| В наружном мундштуке | В смесительной камере | Инжектора | Природного газа | Кислорода для горючей смеси | ||
| 5—15 | 1 | 6,0 | 3,0 | 1,0 | 1,1 | 1,7 |
| 15—50 | 2 | 6,0 | 3,0 | 1,0 | 1,3 | 1,9 |
| 50—100 | 3 | 6,0 | 3,0 | 1,0 | 1,4 | 2,0 |
| 100—200 | 4 | 7,2 | 3,0 | 1,0 | 1,6 | 2,4 |
| 200—300 | 5 | 7,2 | 3,0 | 1,0 | 1,9 | 2,9 |
Редуктор для природного газа.
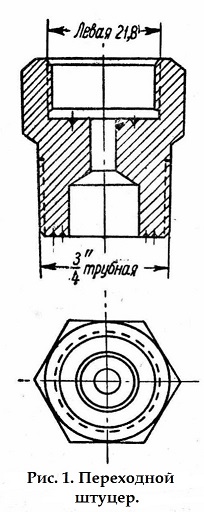 Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
После работы на природном газе нельзя использовать редуктор снова для кислорода без предварительного обезжиривания.
При работе от трубопровода у рабочего места рекомендуется устанавливать предохранительный жидкостный затвор.
При давлении в сети не свыше 0,02 кг/см2 может быть применен специальный постовой затвор ЗГГ-З для городского и природного газа (метана). Устройство и принцип работы его аналогичны затвору низкого давления для ацетилена.
При более высоких давлениях нужно устанавливать затвор закрытого типа. Лучше вместо затвора пользоваться редуктором, который является надежным предохранителем при обратном ударе, и позволяет производить работу в зимнее время на открытом воздухе.
Значительно меньшая температура пламени, создаваемого смесью природного газа и кислорода, по сравнению с температурой ацетилено-кислородного пламени, уменьшает скорость охлаждения кромок, нагреваемых при резке. Поэтому применение природного газа вместо ацетилена особенно целесообразно при кислородной резке легированных сталей, склонных к образованию трещин. Кроме того, резка на природном газе вызывает меньшее науглероживание на поверхности реза. Скорость резки такая же, как и при использовании ацетилена. Время подогрева кромки начала реза — больше.
При пользовании природным газом поверхность реза получается более чистой и качественной, чем при резке ацетиленом. Значительно меньше и деформация металла, что особенно важно при резке малых толщин.
Техника резки на природном газе ничем не отличается от техники резки на ацетилене.
Природный газ менее опасен в отношении образования взрывоопасных смесей с воздухом или кислородом, чем ацетилен, и менее чувствителен к обратным ударам. Однако при кислородной резке с использованием природного газа следует выполнять все правила техники безопасности, относящиеся к газопламенной обработке металлов с применением ацетилена
1 комментарий
Александр
06.11.2017 в 11:22 (UTC 3) Ссылка на этот комментарий
Оказывается природный газ обладает мощной по своей сути силой)))